|
The Internet's Largest and Fastest Growing Engraving Community
Discuss hand engraving using basic to the most advanced methods and equipment
Forum Members: 14,762. Welcome to our newest member, Katherine
EngravingForum.com -
Domain since Feb 7, 2003
 Graver Video Conferencing is empty Join now!
Graver Video Conferencing is empty Join now!
|
|||||||
| ENGRAVING TOOLS - Paypal accepted | Classes | Glossary | Feedback | Tips | Sharpening | Bulino | Videos | Forum Policies |
 |
|
|
Thread Tools |
|
#1
 02-11-2007, 12:34 AM
02-11-2007, 12:34 AM
|
|||
|
|||
|
I am sure that there are much more qualified people to do a write up on this subject. So please feel free to correct me for something that is wrong.
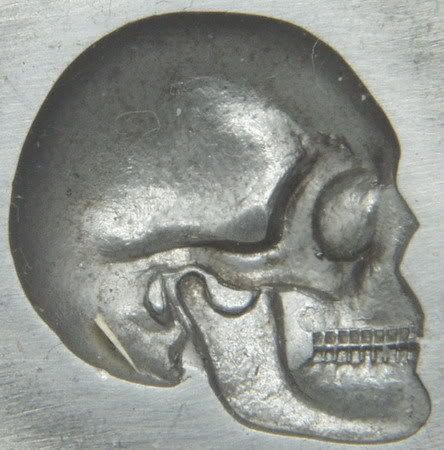
Small hubs and dies are for producing coins, medallions, jewelry as well as pieces for inlay work. A hub and a die together will produce what I call ( I don't have a technical term) a shell stamping. It is a hollow piece usually made from much thinner material but looks to be solid and much thicker. More on that later. The late Carl Mcdougal called them hobs and he is the person who I first learned of this process. Hobs and hubs are the same thing. A hub is a read right positive, convex image used to sink dies. Mr. Lindsay's engraved medallion for his fancier AirGraver handles was cut as a hub. This hub was hardened and used to sink a die. From the die the multiple pieces are produced (struck, pressed) then trimmed and finished for the final piece. You can go from die to hub or hub to die. I am used to sinking (cutting) the die in reverse though it is much more natural to engrave or carve a hub. You don't have to think backwards. So most anything small that you engrave or sculpt can be used to produce a die to make multiple copies. This needs to be done on tool steel so that it can be heat treated to Rockwell 65-67. It is then drawn down to about Rockwell 57-60 for a working die for gold, silver, copper, brass etc...or to sink another hub.  The most common use of the hub is in coining. The U.S. Mint's pieces and commerative medallions are sculpted on and rather large (20-24" diameter X 2" thick) plaster basin with a rim. This is where the curved background field comes from. On this basin wax is applied (sheets and blobs by hand) and the sculpting is built up in wax using dental like (and larger) wax and plaster sculpting tools. Some parts are easier to cut in the negative like lettering rather than trying to sculpt them in the positive. A negative plaster is cast from the positive. Then the lettering can be cut into the plaster before it hardens. Then another plaster casting is made to get a positive again. This goes back and forth till the final design is reached. After this (I hope that I get this right) the basin is dipped or painted with beeswax. Copper powder is sifted over the basin to get a thin even layer. The whole thing is then nickel plated to a substantial thickness. This nickel shell is then popped off the basin and placed on a (Victor) Janvier machine which is a very detail oriented reduction pantograph. The cutting of the die takes several days if I remember correctly as the machine goes very slow. The stylus is placed on the periphery of the nickel shell and the cutter on the periphery of the die blank. It slowly spins and each revolution moves closer towards the center. These machines are very accurate and little if any touch up work is needed for the finished die. The die is then heat treated and drawn down to a working Rockwell. From this master die five master hubs are created. I can't remember how many secondary master dies and secondary master hubs are created. The original tooling is put away in storage. From these secondary masters production tooling is produced always making back ups for the future. Dies wear and crack and have to be replaced periodically. 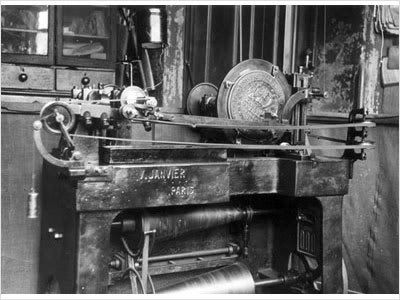 Here is my collection of hubs. Some of them I made and some were salvaged from the scrap metal pile. The dragon hubs and dies were given to me by an fellow employee and were made in Viet Nam. I gave him my tattered copy of Meeks The Art of Engraving as he was interested in engraving and monograms being a jewler. He said that people sit in the dirt on mats all day and cut these hubs by hand, I assume with a hammer and chisel. Then a die is sunk. He no longer works with me or I would get some more information.  There are eight different sets of these dragons. 
__________________
Kent Carver Tinsley Last edited by toyhatsu; 02-11-2007 at 12:50 AM. 
|
|
#4
02-11-2007, 12:43 AM
|
|||
|
|||
|
Here you can see that the die that I originally made cracked. I had previousy made a hub from the die...the hub also cracked and I welded it up...it still works.

__________________
Kent Carver Tinsley
|
|
#6
02-11-2007, 12:51 AM
|
|||
|
|||
|
I do have some small pieces of 01 tool steel strap (3/4"-1 1/2" X 1/8" thick) if anyone wants to try this. You pay the postage. I can harden your hub during lunch time. If you want a die, two inch round X about 1 1/2" pieces of 01 are about $12.00 our cost. I'll have to check with my supervisor to see if this is OK but I'm sure that something could be arranged. There is a box of broken and cracked dies that could be anealed and turned down and reused. I could probably get these for free. You would probably need to write me and get some details and guidelines. In closing I am saying that anyone that engraves can produce dies for press work.
I was going to write up everything that I know about dies and press work and put it on a disc to send to Steve. I just got my AirGraver up and working this weekend and would rather be studying, drawing and cutting. I haven't done any engraving for such a long time and I need to catch up. I don't think that I can devote the time necessary in one sitting to do the small book for Steve. I will post the information on the forum if people are interested.
__________________
Kent Carver Tinsley
|
|
#7
02-11-2007, 07:12 AM
|
|||
|
|||
|
Very informative an cool, Kent. Thanks for posting!
|
|
#8
02-12-2007, 09:25 AM
|
|||
|
|||
|
wow
 thank you toyhatsu,this is very interesting reading.i will put this on my to do list(at number 685207 thank you toyhatsu,this is very interesting reading.i will put this on my to do list(at number 685207 )just need to finish a couple of other things first. )just need to finish a couple of other things first.
|
|
#9
02-12-2007, 09:42 AM
|
||||
|
||||
|
Kent, This is very cool!!! Sometime I would sure like to come out and see and visit. I've tried some of this and I could use some help. Take a look at the Princess Di coin that I tried: http://www.engravingforum.com/showthread.php?t=51
Can you tell why I couldn't get the raised rim to fill? Is it because I need a bigger press? Steve
|
|
#10
02-12-2007, 10:30 AM
|
||||
|
||||
|
Fascinationg stuff. I would like to do some of that. Now where is my muse? it must be around here someplace...
__________________
Barry Lee Hands www.barryleehands.com "Critics gather, they discuss aesthetics, Artists gather, they discuss turpentine. . ."- Pablo Picasso
|
|
#11
02-12-2007, 11:01 AM
|
|||
|
|||
|
That is just bloody cool!!!!!!!!!!!!!!!!!!!
Ray
|
|
#13
02-12-2007, 04:03 PM
|
||||
|
||||
|
Thanks Kent
Very interesting looking forward to visit your shop. Your hooked now:willy_nilly:
|
|
#14
02-12-2007, 07:34 PM
|
|||
|
|||
|
Thank you for the positive feedback everyone. I didn't know if anyone would be interested but thought that I would post it anyway. If you can engrave you can cut dies and sculpt stuff. Yea Dave and Steve E. need to see this for your coin carving. My supervisor goes in quite a lot on Saturdays and maybe we can arrange it then with nobody there.
Quote:
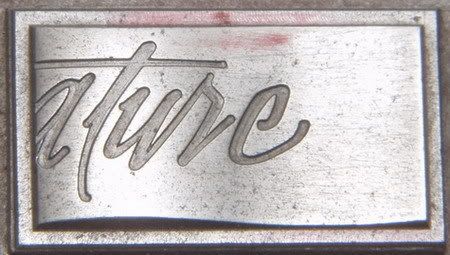
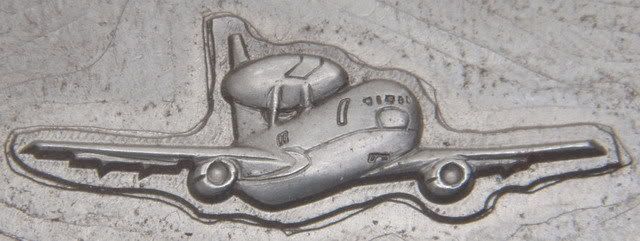
Cutting backwards is different huh? I am wondering what the size of the piece is and how thick the planchetts (fancy name for the blanks) are? I would say that you would leave everything set up the way it is and just use .015-.020" thicker material. If is is sterling this shouldn't cost too much more. If you are doing karat gold you might go up .005" thicker at a time till it fills. Did you get any tooling with the press? I am assuming you did and the part isn't too large of diameter for the presses capacity. Was there any blanking tooling for making planchetts? If using thicker material does not solve the problem then email me some better pictures of the press and I'll see if I can help further. We do have a 1 1/2" coining attachment for the 650 ton hydraulic. No one knows how to use it and I haven't had the time to figure it out. The press is always in use and we haven't had the time to set it up and experiment with it. It does have the ability to put the serrated edge on also. Here is a die and a part from this setup.  
__________________
Kent Carver Tinsley
|
|
#15
02-13-2007, 07:15 AM
|
|||
|
|||
|
I forgot the reason that I posted those last pictures was to tell you that the maximum depth of the KDU die is .011".
I'm off to work where I use all my brains concentrating and come home stupid 
__________________
Kent Carver Tinsley
|
|
#16
02-13-2007, 10:55 AM
|
|||
|
|||
|
Steve:
I also worked in mechanical engraving company back in the late 70's which made coining dies among other things. We had a 200 Ton hydraulic press which often times would not raise enough die metal to completly fill the hob. What we did was coat the die with a special wax, put the die back in the press and force the wax into the low spots with the hob. Then the die was acid etched to remove the die high spots, the wax was removed and the hob was forced into the die at 200 tons again. This was a difficult process with the die being annealed and fixtured to prevent cracking. They still would crack but after awhile you would figure out what the process had to be and how much pressure could be applied. Deep relief patterns and narrow areas are difficult and it often took 5 or more applications of wax / acid to raise the die steel into the hob over a period of several days. It took many years of experience to understand both the design and process. --Art
|
|
#17
02-13-2007, 12:05 PM
|
||||
|
||||
|
Kent, Yes, cutting backward is different to say the least! The silver was .108" thick x 1.5" in diameter.
I didn't get any tooling with the press. I have been using die sets and making the tooling. I made the die set/tooling for the AirGraver logo to stamp out the disc and press the image on in the same strike. For the princess di coin just to give it a try I made a temporary enclosure (hole) out of tool steel to hold everything in alignment while in the press. I decided 1.5" is just too large to be trying to press in this 150ton press. I have another die set that I started making the tooling for a 1" diameter coin. Hopefully the press can handle that size better. Hi Art, That is clever about the wax and etching to help lower the higher spots and in effect making the lower portions less deep. Like you say, it must take a lot of experience to know how deep something can be in still fill. It is a lot of work to engrave or sink the die or hub, only to realized that it won't work. I have acquired a machine recently that you both may be interested in seeing. It came from a good friend, Bertil Aasland, who passed away a year ago. Bertil got it from his friend Sverre Morken in Norway. He is a banknote/stamp engraver. As I understand the story Sverre Morken worked for the bank of Norway and when he retired the bank offered the machine to him since it was no longer being used. Sverre Morken then gave it to Bertil. When Bertil moved from Norway to the U.S. he brought it with him. He had talked a lot about the machine and I was always planned to go see it at his home. It was terrible news to hear he passed away suddenly from an unknown heart problem. I then purchased the machine from Beril's widow, Bjorgny. Bertil or Sverre evidently never did use it. It was in need of a good cleaning and oiling. I haven't done anything with it so far but take it apart to clean and oil. It is a pantograph that was used to mill the coining dies or hubs. It also has a separate machine for grinding the cutters and has its own microscope to aid in the grinding of the small D cutters. The pantograph can be setup to mill on round dies or hobs too. The name on the machine and manuals is: Maschinenfabrik, Michael Kampf F.G., Bad Homburg V.D.H. Here are pictures of the machines and also a picture of Bertil and Bjorgny. Bertil was the first engraver that I sent a prototype PalmControl to test. He cut a marvelous practice plate with it as a gift. Steve    
|
|
#19
04-08-2007, 11:48 AM
|
|||
|
|||
|
Steve
As a retired engineer in the UK, I also have similar Michael Kaempf machines to the two you show. These were used in banknote plate preparation rather than coin or type foundry work. I also have the Kaempf geometric lathe to go with them. The pantograph miller was used for preparing "molettes" to do rosette pattern based medallion ruling work on the geometric lathe. I see that your machine has the linear to rotary convertor used in this process. If you wish to find a new home for this device please let me know as the one on my machine is missing. I am interested in anything to do with these geometric lathes in the security printing business and have developed a large historic file on the subject. I am particularly interested in procuring a Chapman machine and a medallion ruling machine.
|
|
#20
04-08-2007, 07:21 PM
|
||||
|
||||
|
Hi Nicksot1,
I haven't even had a chance to use the machines yet, but I have some small project ideas I would like to try with them. I have tried google searches for Michael Kaempf while looking for more information about them without any luck. Were these rare machines? I didn't know there was also a lathe. I just now went to the Tony lathe site, but I don't see a lathe by that name there either. I would be very interested in any more information about the machines. Do you have a picture of your geometric lathe that you could post? I would enjoy seeing it or any of the other machines. Do you have a website with the historic information? Steve
|
|
#21
04-10-2007, 05:15 PM
|
|||
|
|||
|
Steve,
Michael Kaempf was a small German manufacturer specializing in banknote, type engraving machines and large-ish copy mills for automotive dies from 1880 to 1975. I have attached photo of my machines, one like yours and the geometric lathe and hope I have got the the KB count down. It may not look like a lathe but it is and it has a vertical mandrel and the whole headstock rocks under control from cams. As the table rotates it produces a rose pattern. The banknote plate is engraved with a rotary cutter or diamond so it is also by another definition an engraving machine. These geometric lathes are rare as they only produced about 60 of them. The other two like yours were produced in higher volumes. I don't have a site but if you contact me on nicholas.ann@btinternet.com I can send you more details about Kaempf. Nick
|
|
#22
04-27-2012, 12:17 PM
|
|||
|
|||
|
Quote:
Dear Toyhatsu, do you think that there is some seller of that Janvier reducing machine which is shown on the picture of your post? I am the artist, engraver, medailist. I am interested about a buy of this machine. Could you give me some advice for buy of this product, please? Or maybe someone else. Is that picture from a seller or frome some other sources? Thank you. Kindly regards, numizmat
|
|
#23
05-30-2016, 08:53 PM
|
||||
|
||||
|
Just found this thread... sorry I didn't respond before. I have another thread going on a similar topic, involving coining dies and hubs.
I also have purchased a reducing lathe similar to the Janvier, and it just needs a little work to get it into shape. But most of our hubs are direct-cut rather than reductions. Tom Maringer Shire Post Mint
|
|
#24
05-31-2016, 02:23 AM
|
|||
|
|||
|
Very cool material and thank you for sharing it with us.
|
|
#25
09-12-2016, 12:48 AM
|
||||
|
||||
|
Quote:
https://www.google.com/patents/US3233520 https://www.google.com/patents/US3406454 **************** More links... some more interesting than others http://www.circuitousroot.com/artifi...ppm/index.html https://en.wikipedia.org/wiki/Guilloch%C3%A9 http://guilloche.org/ http://www.polytechforum.com/craft-m...chine-380-.htm http://www.practicalmachinist.com/vb...r-info-218072/ https://www.google.com/patents/US3002281 http://www.circuitousroot.com/artifi...ver/index.html https://www.flickr.com/photos/parnas...in/photostream https://groups.google.com/forum/#!to...ng/rMa8i3owck4 http://www.schoolebooklibrary.com/articles/Guilloche http://www.resale.info/info-off.php?...%20KG%20FK%203 pdf file: http://filatelie-klim.com/PDF/merkur...0Gilosirky.pdf http://www.circuitousroot.com/artifi...ton/index.html http://www.circuitousroot.com/artifi...ver/index.html
__________________
__________________________________ Steve Lindsay AirGraver.com EngravingArtist.com
|
|
#26
09-18-2016, 05:50 PM
|
|||
|
|||
|
This might also be of interest:
http://www.coinbooks.org/esylum_v07n11a10.html (I hope I'm not repeating a link that has already been posted.) Guy
|
|
#27
12-19-2016, 04:00 PM
|
||||
|
||||
|
Thanks for the link Guy. I enjoy this kind of thing!
__________________
__________________________________ Steve Lindsay AirGraver.com EngravingArtist.com
|
|
#28
02-28-2017, 07:08 PM
|
|||
|
|||
|
Nice!
I've always wanted to make some coin dies. I have seen some of the dies that they used to make the fine fillagree rings etc. Very detailed and complex designs. The old ways, photograph, gears, lathes made it possible to do amazing things. Cnc machines are great, but don't have the same soul that hand controlled tools add to a project. Thanks for adding this to the vast collection of information accumulated here.
|
|
#29
02-28-2017, 07:12 PM
|
|||
|
|||
|
Quote:
Jim
|
|
| Bookmarks |
|
|